Minimum Tension Control In Rolling Mill
Https Library E Abb Com Public 4cb4384eb21fc2738525761f004fc27b 1618 20speed 20cascade 20vp Pdf
Understanding Rolling Process In Long Product Rolling Mill Ispatguru
Metallurgy Of Rolling Mill Rolls Ispatguru

Nsk 6800 Bearings Nskbearing Nsk6800bearing Http Www Rollsbearing Com One Design Manufacturing The Originals

Hydraulic Power Pack For Coating Machine Power Pack Hydraulic Guide System
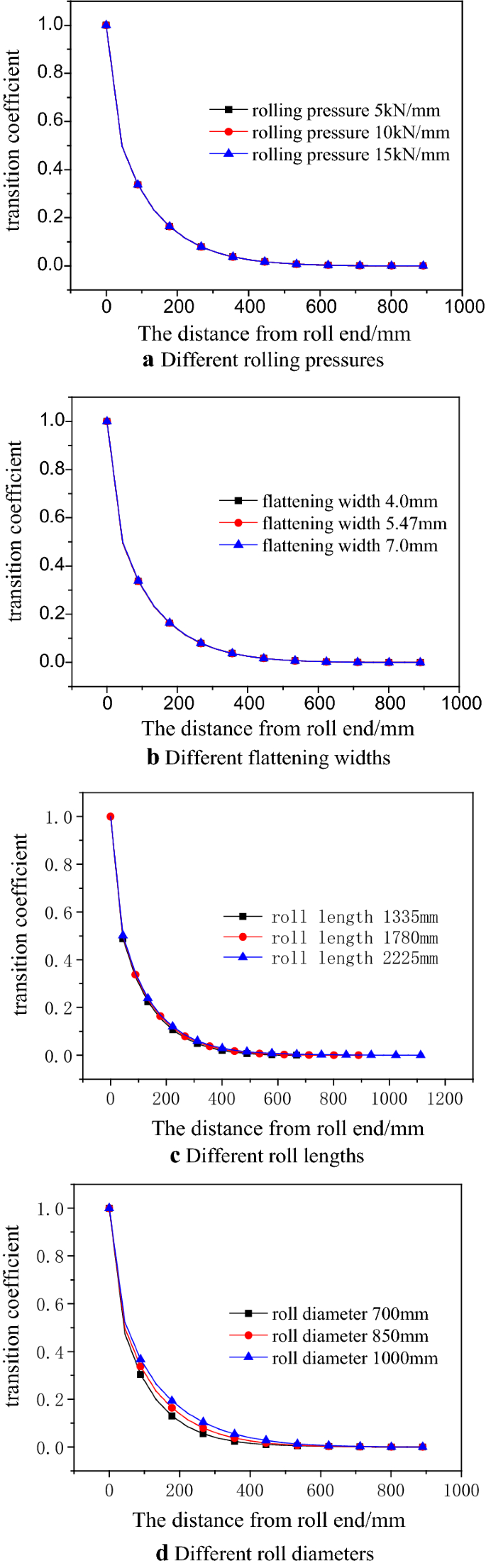
Modification Of Roll Flattening Analytical Model Based On The Plane Assumption Springerlink

A non linear state space process model which represents the mill dynamics has been developed and a control scheme is proposed which incorporates an extended kalman filter for estimation of bar tension and optimal state feedback to provide appropriate control action.
Minimum tension control in rolling mill.
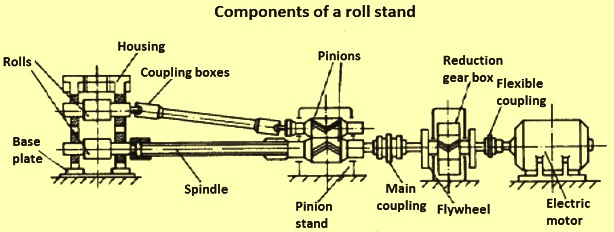
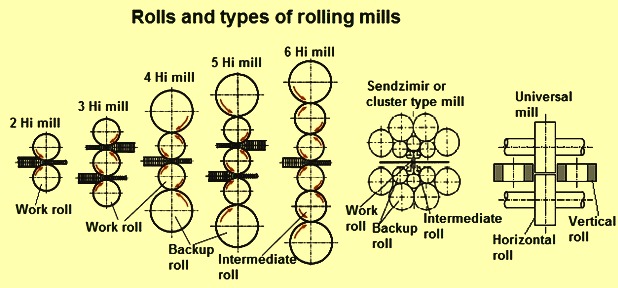
Rolling Mill And Its Technological Equipments Ispatguru
Https Dl Asminternational Org Handbooks Chapter Pdf 190585 A0006422 Pdf

Fab Shrinker Stretcher For Sale Shop Tools Paper Shop Free Classifieds Fabrication Tools Metal Fabrication Metal Forming

Pdf A Journey To Optimal Rolling Mill Design From Provided Product Mix

Waterbury Farrel Zr22b 26 Rolling Mills Sendzimir Machine Hub

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gct2ilfw2vqix9ksqh6ehwynwxng48n9egkejq Usqp Cau

More Super Hard Products Co Ltd In 2020 Resin Bond Hard Brazing
Metals Free Full Text Numerical Modeling Rolling Contact Problem And Elasticity Deformation Of Rolling Die Under Hot Milling Html
Http Www Ajer Org Papers V6 09 Za0609216225 Pdf
Finishing Mill An Overview Sciencedirect Topics

Pdf Mathematical Model Based Optimization Of Mill Set Up In A Tandem Cold Rolling Mill
Https Eudl Eu Pdf 10 4108 Eai 20 1 2018 2281878

Lawn Mower Repair Lawn Mower Repair Lawn Mower Maintenance Lawn Mower
Pdf Material Tracking With Dynamic Torque Adaptation For Tension Control In Wire Rod Mill

Rolling Mill An Overview Sciencedirect Topics

Image Result For Honda Gcv160 Carburetor Linkage Diagram Engine Repair Small Engine Carburetor
Pdf On The Optimization Procedure Of Rolling Mill Design A Combined Application Of Rolling Models
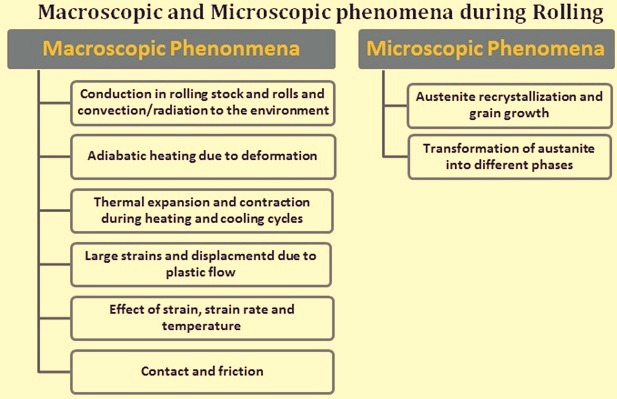
Rolling Process

Pdf Development Of Pass Schedule Software Using A Slip And Stick Non Circular Arc Force Model
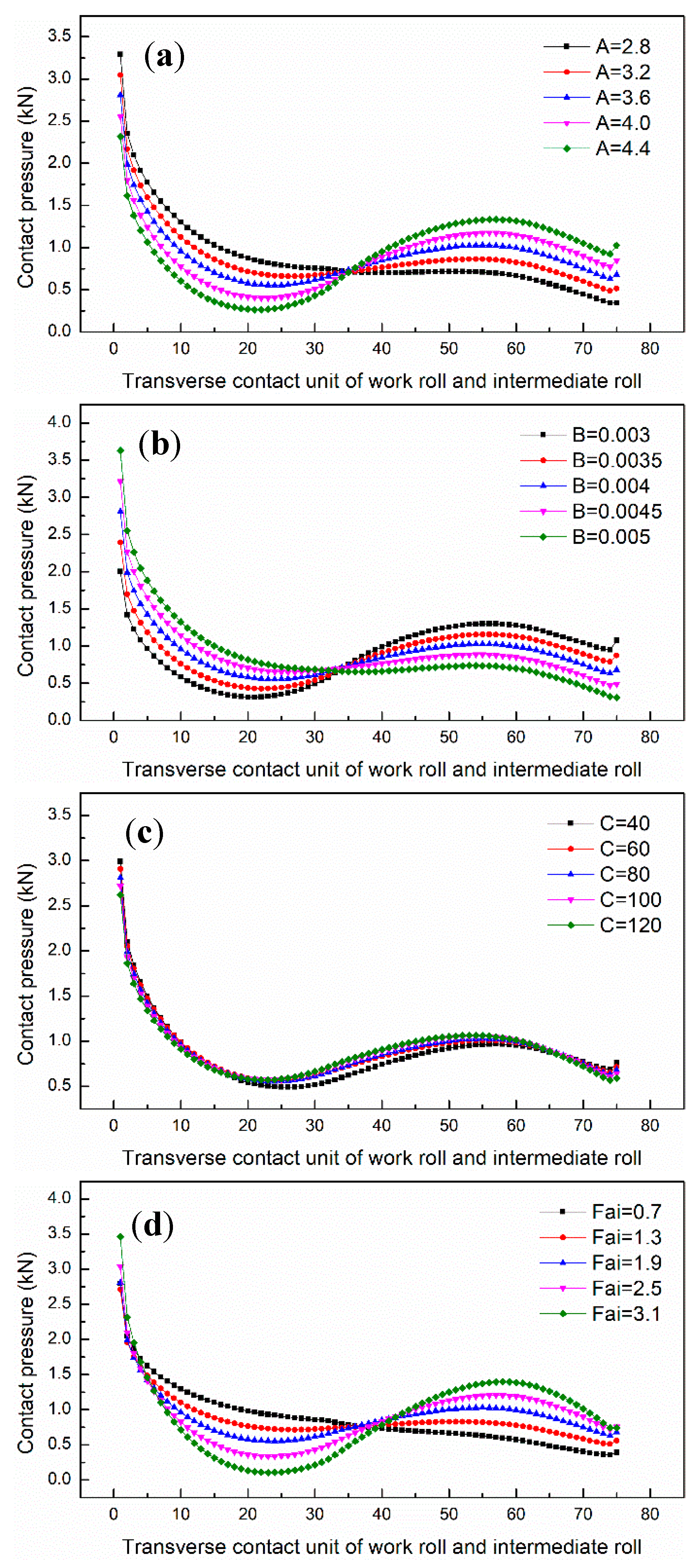
Metals Free Full Text Multi Objective Optimization Of Intermediate Roll Profile For A 6 High Cold Rolling Mill Html

Pdf Determination Of Optimal Work Roll Crown For A Hot Strip Mill

Steel Matting Outdoor Entrance Mats Flooring Indoor Door Mats Stainless Steel Doors Steel Doors
03 Rolling Of Metals

Preservation Of Cold Rolled Sheet By Means Of Temporary Protectives Ee Publishers
Source : pinterest.com
